| OSNOVNI POJMI | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
POMEN IN NAMEN TEHNIČNEGA RISANJA
Izgovorjena ali zapisana beseda ne zadostuje vselej za vsa
področja medsebojnega sporazumevanja. V takšnih primerih se sporazumevamo
z risbo, ki ni izdelana poljubno, ampak po zakonitostih in pravilih,
ki so standardizirana. S pomočjo takšne risbe lahko izdelamo določen
predmet, izvršimo montažo narisane naprave, izdelamo elektroinstalacijo,
izvedemo servisni poseg na določeni napravi…To pa je možno le v primeru,
če znamo risbo pravilno prebrati. Pravilnega branja risbe se naučimo le tako, da se prvotno naučimo
pravilno risati. Pri risanju moramo upoštevati vsa veljavna pravila
in si jih zapomniti, da nam kasneje koristijo pri branju risb. Standard je dogovor o obliki, velikosti, kakovosti, metodi
preizkušanja, poimenovanju in podobnih dogovorjenih znakih ter veličinah
za najrazličnejše izdelke. Z razvojem industrije se je standardizacija razvijala iz prvotnega
tovarniškega standarda v državnega in končno v mednarodni dogovor. Glede
na to ločimo tri stopnje standardizacije:
Najpomembnejše mednarodne in evropske organizacije za standardizacijo: ISO pripravlja in izdaja mednarodne ISO standarde na splošno
tehničnem področju. IEC pripravlja in izdaja mednarodne IEC standarde s področja
elektrotehnike. CEN pripravlja in izdaja evropske standarde z oznako EN,
HD, ENV na splošno tehničnem področju. CENELEC pripravlja in izdaja evropske standarde z oznako EN,
HD, ENV s področja elektrotehnike. ETSI pripravlja in izdaja evropske standarde z oznako EN,
HD, ENV s področja telekomunikacij. Prednosti standardizacije:
Slovenski standardi: Slovenski standardi so praviloma prevzeti mednarodni ali evropski
standardi. Označujejo se s kratico SIST in dodatno oznako, ki je enaka
oznaki prevzetega standarda.
oznaka prevzetega mednarodnega standarda kratica za slovenski standard Izjemoma je dodatna oznaka v obliki petmestne številke. VRSTE RISB SIST ISO 10209 Delitev po načinu prikazovanja
predmetov:
Delitev po vsebini:
Delitev po namenu:
Delitev po načinu izdelave:
·
Tuš in razna
peresa (za risanje s tušem) ter radirke.
·
Risalna
deska in priložno ravnilo.
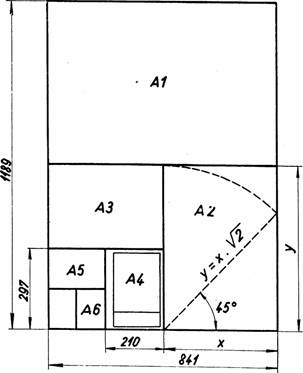
FORMATI RISB (SIST ISO 5457)
Format risbe določa ustrezno
obliko in velikost papirja. Zaradi praktičnih razlogov pri hranjenju
in prenašanju risb, so formati standardizirani. V tehniškem risanju
uporabljamo v glavnem skupine A. skupin je več in jih označujemo z velikimi
tiskanimi črkami A, B, C… Formati skupine A so pravokotne oblike z razmerjem
stranic a:b = 1:
Največji format je A0, ki ima
1m2 površine. Iz večjega formata dobimo manjšega taki, da
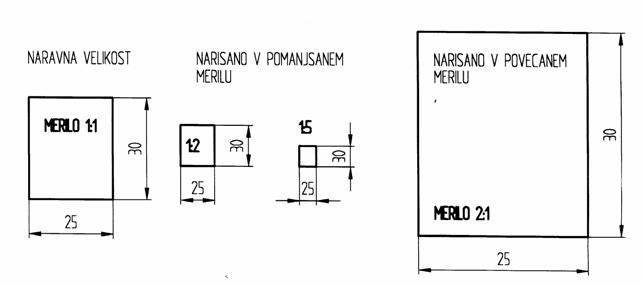
ga razpolovimo po daljši stranici. MERILA Risbe rišemo v merilu, kar
pomeni, da so vse mere premeta v enakem razmerju z ustreznimi dolžinami
na risbi. Merilo je torej razmerje med narisano mero in naravno velikostjo.
Meril ne moremo izbirati poljubno,
ampak izbiramo med standardnimi merili.
Izbrano merilo vpišemo v glavo
risbe.
Na risbi lahko imamo več meril,
pri čemer imamo glavno in stranska merila. Tehniške risbe rišemo s svinčnikom
ali tušem v črno – beli tehniki. Glavni razlog, da pri tehničnem risanju
ne uporabljamo barv je v tehniki kopiranja, ki je v večini črno – bela. Da je risba pregledna uporabljamo
različne debeline črt. Izbiramo med naslednjimi standardnimi vrednostmi:
prednostne debeline črt Razmerje med posameznimi debelinami
je
Za risanje na eni risbi uporabljamo
dve debelini črt, ki sta v razmerju 1:2. Za
kotiranje, opisovanje in simbole uporabljamo vmesno debelino.
Za risbe formata A4 in A3 bomo
za risanje uporabljali črti debeline 0,5 mm in 0,25mm, za opisovanje,
kotiranje in simbole pa 0,35 mm. Vrste in
uporaba črt:
Vsaka risba ima okvir, ki omejuje
prostor za risanje. Pri formatih A4 in A3 je okvir oddaljen od levega
roba 20 mm, od vseh ostalih robov pa 5 mm. Vri večjih risbah je oddaljenost
okvirja od vseh robov 5 mm. Okvir risbe rišemo z A črto.
V spodnjem desnem vogalu risbe
narišemo okvirjen prostor, ki se imenuje glava risbe. Glava vsebuje bistvene podatke,
ki jih potrebujemo pri uporabi in prepoznavanju risbe, kot npr. ime
risbe, št. risbe, ime podjetja ali šole, ime konstrukterja, merilo.. Osnovne dimenzije glave so
priporočene s standardom. Dolžina glave mora biti pri vseh formatih
enaka in meri 185 mm (prilagojeno formatu A4:
210 – 20 - 5 = 185). Vsebina in oblika glave za
delavniško risbo se razlikuje od glave za sestavno risbo. Pri sestavni
risbi se glava nadaljuje v kosovnico, v katero so vpisani osnovni
podatki o posameznih elementih sestave (poz. številka, ime izdelka,
osnovne mere, standard oz. št. delavniške risbe, material…). Podatke v kosovnico vnašamo
od spodaj navzgor, da jo lahko po potrebi dopolnjujemo.
TEHNIČNA PISAVA (SIST ISO
3098-1) Na risbe ne rišemo samo črt,
ampak pišemo tudi številke, izpolnjujemo glave in pišemo krajše tekste.
Da ne prihaja do napak pri tolmačenju risb, uporabljamo tehnično pisavo,
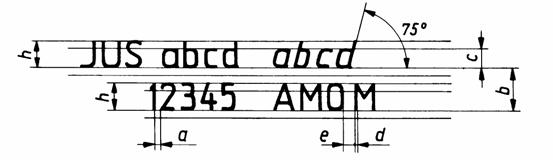
katere standardizirana. V tehničnem risanju pišemo s tiskanimi črkami,
ki so lahko pisane pokončno (90°) ali pod kotom 75°. Uporabljamo dve širini pisave:
·
ozko – tip
A in
·
normalno
– tip B. Višine pisave (velikost velikih
črk) izbiramo med naslednjimi standardnimi vrednostmi:
Izbira velikosti pisave je
odvisna od pomembnosti podatka, od velikosti risbe, od razpoložljivega
prostora ipd. Od izbrane višine pisave je
odvisna debelina pisave (d), razmik med znak (a), razmik med vrsticami(b),
razmik med besedami(e) ter velikost malih tiskanih črk(c).
Primer: Če pišemo s pisavo A v velikosti
5 mm, potem je:
·
debelina
črte za pisavo d = 1/14h = 0,35 mm,
·
velikost
malih črk c = 10/14h = 3,5 mm,
·
razmik med
znaki a = 2/14h = 0,7 mm,
·
razmik med
vrsticami b = 22/14h = 7 mm in
·
razmik med
besedami e = 6/14h = 2,1 mm. Za ostale tipe in velikosti
pisave najdemo gornje vrednosti v ustreznih tabelah. Pri risanju z uporabo računalnika
izberemo takšno obliko pisave, ki je čim bolj podobna standardni tehnični
pisavi. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| KOTIRANJE |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Kotiranje je predpisano s standardom SIST ISO 129. Kotiranje je vpisovanje kot oziroma mer, ki naj bi jih imel
dokončno izdelani predmet. Praviloma vpišemo vsako koto na risbi le
po enkrat, risba pa mora vsebovati vse kote, potrebne za izdelavo in
napisane tako. da ni potrebno računanje. Kotirati smemo le vidne robove, ker kotiranje nevidnih robov
ni dovoljeno.
·
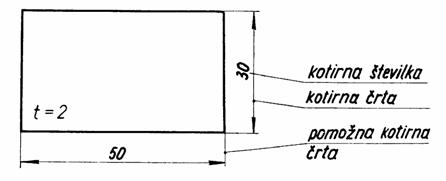
Kotirna črta leži vzporedno z robom v razdalji minimalno
10 mm, naslednje pa v razdalji 7mm. Pomožne kotirne črte segajo 2 mm
nad puščico oz. kotirno črto.
·
Kotirne in pomožne kotirne črte rišemo s tanko polno
črto B.
·
Puščice rišemo praviloma polne, z dolžino, ki je enaka
višini kotirnih številk (večja od 3,5 mm). Čez puščico ne sme potekati
nobena črta.
·
Kotirne številke pišemo v tehnični pisavi nad kotirno
črto, po možnosti v sredino. Številke morajo biti obrnjene tako, da
jih beremo od spodnje ali z desne strani risbe.
·
Vse mere v strojništvu so podane v mm.
·
Pri ravnih delih, ki so izdelani iz pločevine, lepenke
itd., zadošča, če narišemo pogled, debelino pa označimo z napisom npr.
t = 2.
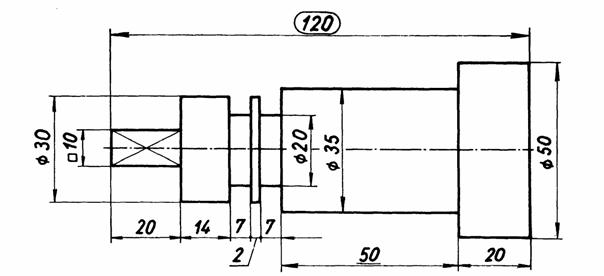
S pisanjem
znaka Φ pred kotirno številko pojasnjujemo, da je kotirni rob projekcija
kroga, z znakom □
pa, da je kotirni rob projekcija kvadrata. Dve diagonali, narisani s črto B, pojasnjujeta, da je ploskev ravna in pravokotne ali trapezaste oblike. Z diagonalama pa ne označujemo čelnih ploskev ali ploskev na šestoglatih glavah vijakov ali matic.
Če med pomožnima kotirnima črtama ni prostora za kotimo številko in puščico, rišemo puščici in številko na podaljšku kotirne črte; če tudi to ni mogoče, napišemo številko v bližini, namesto puščic pa pike.. Čez kotirne
številke ali med njimi ne sme potekati nobena črta, zato srednjico na
takih mestih prekinjamo. Srednjico rišemo pri vseh simetričnih telesih in ponazarja
simetralo oziroma težiščnico telesa ali lika. Na splošno velja, da je
telo na eni strani srednjice zrcalna slika telesa na drugi strani srednjice. Srednjice rišemo s črto G in segajo čez rob telesa le 2 do
4 mm. Sečišče srednjic
mora biti narisano s črtami in ne s pikami. V podolgovati
okvir napišemo tiste
kote, ki jih mora posebej pregledati tehnična kontrola. Okvir narišemo
z debelino črte 0,4 mm. Nad opisnim prostorom risbe napišemo: Kote v
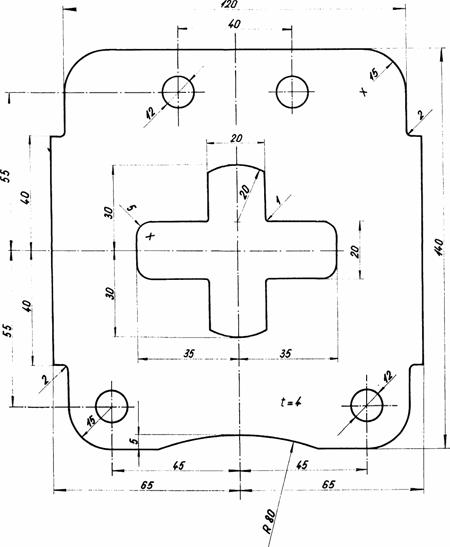
okviru kontrolirati posebej! KOTIRANJE POLMEROV
·
Polmere označujemo
s črko R, ki jo postavljamo pred koto polmera, vendar črko R opuščamo,
če ni nevarnosti za nesporazum.
·
Krožni lok
s središčem v presečišču dveh srednjic kotiramo s kotirno črto od središča
do loka, puščica pa je samo ob loku.
·
Presečišče
dveh srednjic moramo narisati s polnimi črtami in ne s pikami.
·
Če je središče
loka prosto na srednjici, ga označimo s prečno črto B. Preko prečne
črte mora biti srednjica izvlečena s črto in ne s piko.
·
Če središče
loka ni na srednjici, ga označimo s križcem iz črt B.
·
Pri polmerih,
manjših od 2,5 mm, središča ne označujemo; to velja na narisane in ne
za kotirano velikost polmera.
·
Če je središče loka na srednjici, toda zunaj risbe,
potegnemo kratko kotirno črto v smeri proti središču, pred kotimo številko
pa napišemo črko R.
·
Krožne loke, manjše od 2,5 mm lahko rišemo prostoročno.
RISANJE
NAVOJEV (SIST ISO 6410, DIN ISO
6410)
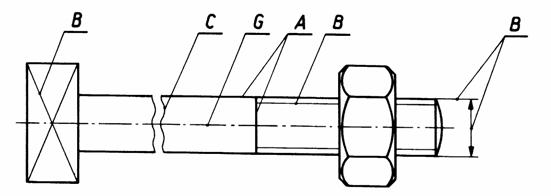
·
Praviloma rišemo vse standardne navoje poenostavljeno
z vzporednimi polnimi debelimi in tankimi črtami. Z debelo črto (tip
A) označimo vrh, s tanko črto (tip B) pa dno navoja.
·
Dolžino uporabnega navoja označimo s polno debelo črto
(tip A), pri nevidnih robovih pa s črtkano črto (tip F).
·
Če rišemo navoj v prerezu, povlečemo šrafuro do črte
A.
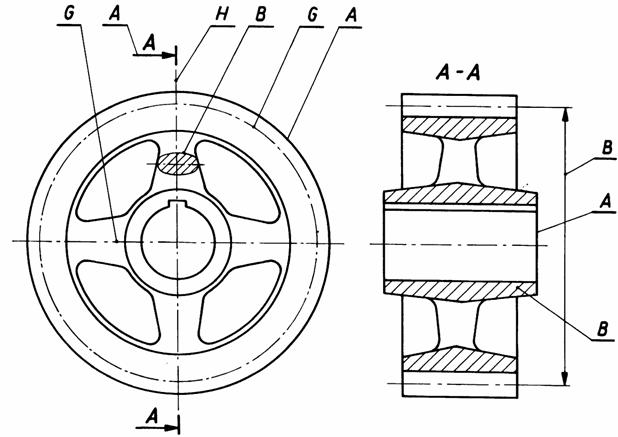
·
V osnem pogledu ali v prečnem prerezu rišemo navoj tako,
da s polno debelo črto narišemo zunanji krog, ki predstavlja vrh navoja,
s tankim tričetrtinskim krogom pa dno navoja.
·
Nevidne robove navoja rišemo, če je to potrebno, s črtkano
F črto. Pri tem uporabljamo enako debele črte za risanje vrha in dna
navoja.
Kroglo kotiramo tako, da napišemo pred koto z znakom Φ
besedo krogla.
Pri zaporednem kotiranju so mere nanizane druga za drugo. Zaporedno kotiranje uporabljamo pri jeklenih konstrukcijah in raznih strojnih delih, kjer odstopanja pri posameznih merah nimajo posebnega vpliva.
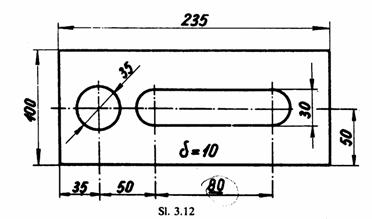
Podolgovate luknje, ki jih izdelamo s svedrom, kotiramo tako, da podamo središče lukenj in premer.
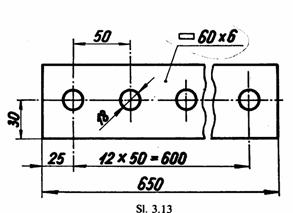
Mere. ki se v nizu ponavljajo, kotiramo
lahko poenostavljeno tako: navedemo število delitev krat dolžino delitve,
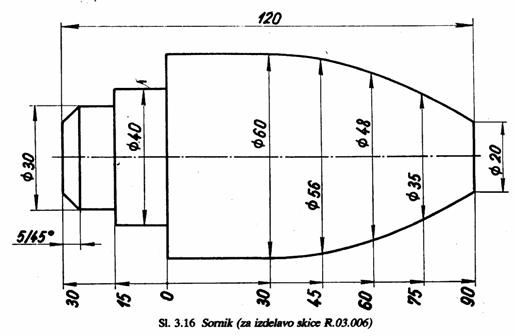
kar da skupno mero (sl. 3.13). Dolge predmete s konstantnim prerezom rišemo
skrajšane; prekinitve omejimo s črto C (sl. 3.13). Označba □ 60 x 6 pomeni ploščato jeklo s širino 60 mm
in debelino 6 mm (sl. 3.13). 80... podčrtana mera pomeni, da se mera na risbi ne ujema s kotirano razdaljo (sl. 3.12); to pa seveda ne velja za dele, narisane v skrajšanem pogledu (npr. za mero 600 ali 650 na risbi 3.13).
VZPOREDNO
KOTIRANJE
Kote izhajajo iz ene ali več nepremičnih
ravnin. Valjaste predmete,
ki jih stružimo, kotiramo od desnega roba, ker poteka obdelava v tej smeri.
POENOSTAVLJENO VZPOREDNO KOTIRANJE Vzporedno kotiranje lahko poenostavimo. Skupno izhodišče označimo
s točko, ob kateri napišemo koto 0, ostale kote pa pišemo ob obeh koncih
pomožnih črt. Krivulje poenostavljeno kotiramo tako, da združujemo kotirne
in pomožne kotirne črte.
Koordinatno kotiranje je poenostavljen način vzporednega kotiranja z enim ali več ničlišči, le da mere zberemo v tabeli.
Čitanje mer pri kotiranju
v koordinatah: Kot primer obravnavajmo izvrtino
3: - izvrtina 3 je oddaljena od levega
roba plošče (v smeri x) 175mm, - od zgornjega roba plošče (v smeri
y) 120mm, - njen premer pa znaša 45 mm. KOMBINIRANO
KOTIRANJE Pri kombiniranem kotiranju uporabljamo zaporedni in vzporedni
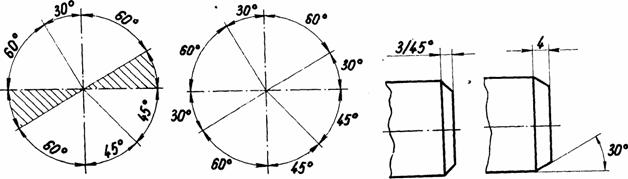
način kotiranja. Kote kotiramo na dva načina: - številke
pišemo po legi loka - pri tem se izogibamo ploskve 30° ob vodoravni
osi (sl. 3.17); - številke pišemo tako, da jih beremo
od spodaj (sl. 3.18).
sl. 3.17 sl. 3.18
sl. 3.19 sl. 3.20 Posnete robove kotiramo
poenostavljeno z ulomkom - števec pomeni dolžino posnetja, imenovalec
pa kot proti osi (sl. 3.16 in 3.19). Dolžino posnetja in kot proti osi
pa lahko kotiramo vsako posebej (sl. 3.20). KOTIRANJE NAGIBOV,
ZOŽENJ IN KONUSOV
Kotiranje nagiba: (SIST ISO 128) Nagib je nagnjenost ene ploskve proti drugi ploskvi SIST
ISO 128. Nagib je podan
z razmerjem:
Številčni primer: h = 35 mm h1 = 33 mm l = 110 mm
Zoženje je podano z razmerjem
Številčni primer: a = 60 mm a1 = 40 mm l = 120 mm
α = 4º 35´
Namesto zoženja bi lahko kotirali nagib, ki je podan z razmerjem:
Kotiranje konusa: (SIST ISO 3040) Konus kotiramo
pri predmetih z obliko prisekanega stožca. Konus
je podan z razmerjem:
Pri konusu moramo kotirati polovični kot konusa
Številčni primer: d = 30 mm d1 = 20 mm l = 50 mm
Razmerje podaja dolžino, na kateri se premer zmanjša za 1 mm. Polovični kot konusa:
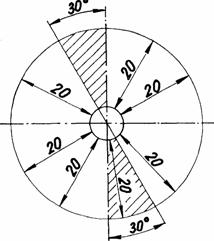
Lega kotirnih
številk je odvisna od lege kotirne črte. Izognemo pa se kotiranju v
področju 30° (šrafirano); če to ni mogoče, pišemo številke v tem področju
tako, da jih beremo z leve strani. KOTIRANJE PODROBNOSTI (detajla) Kadar je predmet narisan v takšnem merilu, da ni mogoče prikazati nekaterih podrobnosti in jih natančno kotirati, jih prikažemo v povečanem merilu kot detajl.
Mesto, ki ga želimo prikazati v povečanem merilu obkrožimo s črto B in pripišemo črkovno oznako. Povečano obkroženo mesto narišemo v njegovi bližini, lahko brez lomne črte in šrafure. Nad detajlom pripišemo črkovno oznako in merilo. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PROJEKCIJE | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Z risbo prikazujemo
geometrično obliko telesa v ravnini. Telo je v prostoru tridimenzionalno
(dolžina, širina in višina), risalna ravnina pa dvodimenzionalna (dolžina
in višina). Z ustreznimi risarskimi postopki nadomestimo izpad tretje
prostorske dimenzije. Taki postopki so:
a)
perspektivno prikazovanje teles aksonometrična
projekcija) in
b)
prikazovanje teles v več pogledih (ortogonalna projekcija). prikazuje
narisani predmet na eni sliki v treh dimenzijah in jo uporabljamo za
lažje prikazovanje oblik telesa. Težave nastopijo pri kotiranju, saj
postane risba nepregledna. S standardom
SIST ISO 54564 je predpisana izometrična in dimetrična projekcija. Opomba: Eksponent
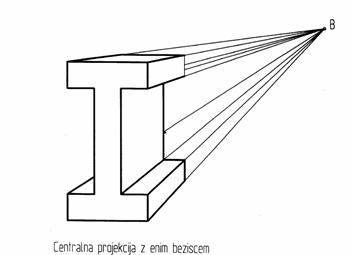
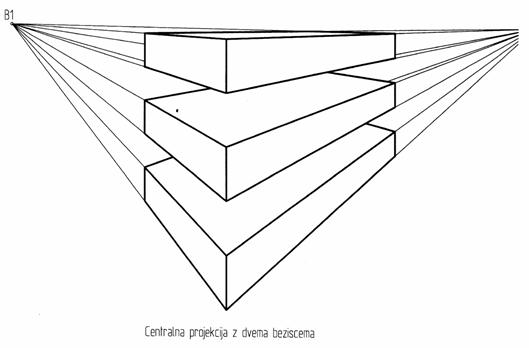
4 v označbi standarda pomeni, da je standard v pripravi (v sprejemanju). Centralna projekcija
Projekcijski
žarki izhajajo iz enega, dveh ali treh projekcijskih središč (bežišč). Tako dobimo eno- dvo- ali
trosmerno perspektivno
projekcijo. Oblika in način prikaza predmete sta odvisna od števila
in lege središč. Centralna projekcija je zelo primerna za prikazovanje
različnih objektov.
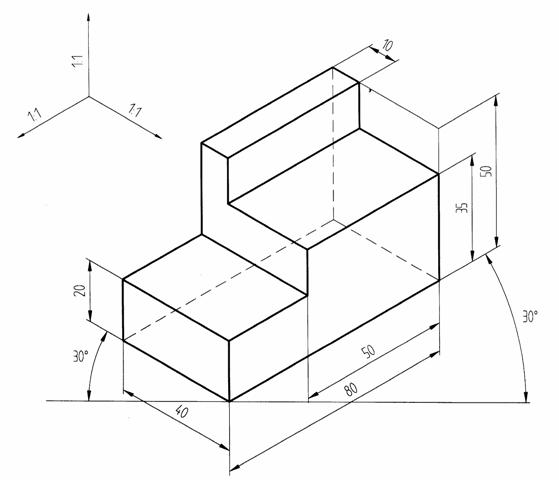
Vse telesne mere so prikazane v istem merilu (dolžina, širina in višina). Na sliki so navpični robovi navpični, robovi drugih dveh razsežnosti pa tvorijo z vodoravnico kot 30º. Predmet, narisan v tej projekciji, je videti nekoliko večji. Tovrstno projekcijo uporabljamo takrat, ko želimo prikazati predmet z vseh treh strani enakovredno.
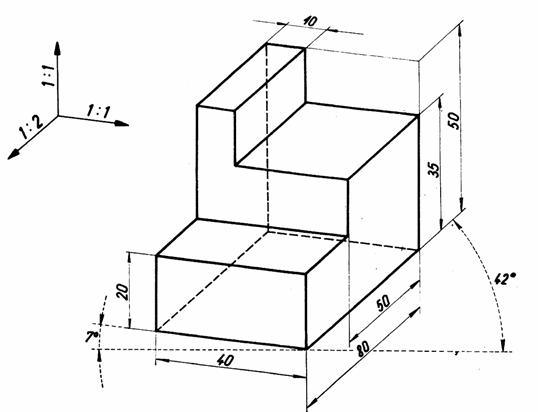
To projekcijo uporabljamo takrat, ko želimo bistvene dele predmeta prikazati v glavnem pogledu. Razmerje stranic a:b:c = 1:1:0,5. Rob a je nagnjen glede na vodoravnico za 7º, rob c za 42º, rob b pa je navpičen. Aksonometrično narisan predmet je za laika nazornejši od risbe, ki prikazuje predmet v več pogledih. Tak način risanja uporabljamo pri izdelavi reklamnih prospektov, pri razlagi navodil za montažo, obratovanje ali servisiranje naprave… Pri izdelavi podrobne tehnične dokumentacije tega ne uporabljamo, saj postane risba po kotiranju nepregledna, risanje okroglin (elipse) pa je zamudno. Podrobno tehnično dokumentacijo rišemo v ortogonalni (pravokotni) projekciji. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
J. Hrženjak:
TEHNIČNO RISANJE, TZS, Ljubljana 1998 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Zadnja sprememba: 01. 12. 2002 |
Gradivo je izdelano v zvezi z dopolnilnim
izobražrvanjem iz računalništva in informatike 2002 |
© 2002, Pavel Brecl E-pošta: pavel.brecl@guest.arnes.si |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||